Как говориться: - Наши руки, не для скуки.
Для изготовления верстака нам предстоит пройти несколько этапов изготовления, как минимум нам нужно начертить или найти чертеж столярного верстака. Определиться и найти древесину, ну и собственно сделать наш верстак.
Итак, приступим. Для начала закупаем материал. Обрезная доска - бук 50мм толщиной. Некоторое время даем материалу отлежаться в мастерской и производим грубую торцовку в размер с припуском 100 мм.


{kind=link}
Далее, фугуем наши заготовки с двух сторон, проверяем угол и рейсмусуем третью сторону. И опять проверяем.





Заготовки для щита верстачной доски мы распускаем на брус и раскладываем на столе для последующей склейки. В работе используем столярный клеи семейства Titebond. Брус раскладываем фугованной стороной друг к другу, подбирая по волокнам торцы бруса так, чтобы направление волокон последующего не повторяло направления волокон предыдущего.



Затем, развернув брус, намазываем одну сторону клеем и закладываем в пресс. В наше мастерской для склейки щитов которые пойдут для изготовления верстака мы используем пресс Plano 1100.



В нашем случае, верстачная доска изготавливается из двух половинок, поскольку имеющйся в мастерской рейсмус не позволяет обрабатывать заготовки более 240-250мм шириной. При необходимости можно усилить давление пресса струбцинами.




Перед тем, как фуговать половинки щита, засохший клей лучше стесать или сошлифовать. Для этой цели выбрали старенький, видавший виды рубанок из “дедушкиного сундучка”. Далее, фугуем две стороны заготовок, рейсмусуем третью и получаем две вот такие половинки верстачного щита 40мм толщиной из массива бука.




Две половинки нашего будущего верстака сращиваем посредством Domino DF-500. Половинки закладываем в пресс и стягиваем.




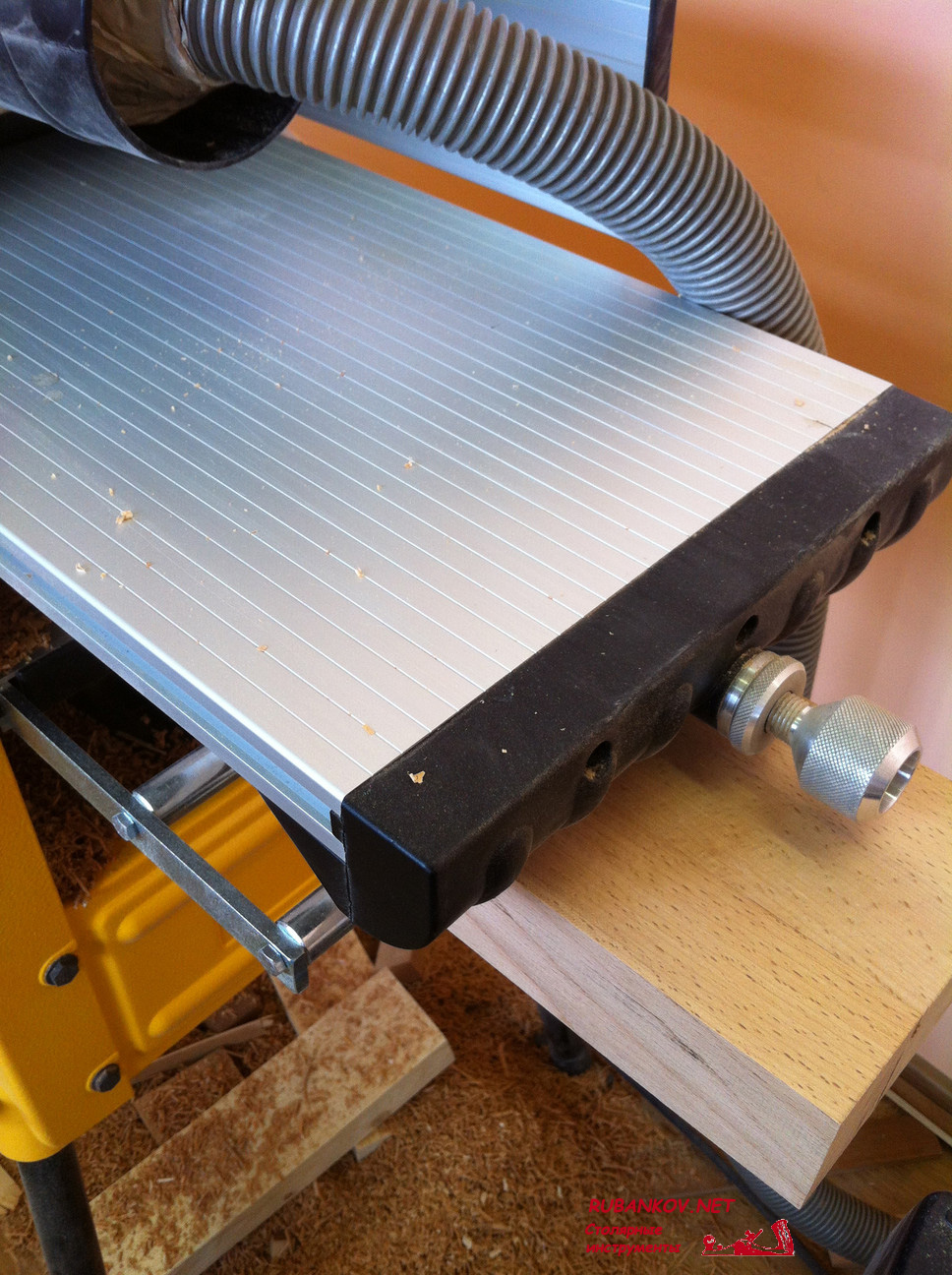
Пока щит клеится, возвращаемся к нашим заготовкам. Итак, мы обладаем заготовками на ножки, обноску или точнее объвязку столешницы и царги. Все оставшиеся заготовки рейсмусуем в 40мм, калибруем в необходимый размер с припуском в 1мм, примерно, и снимаем этот миллиметр на рейсмусе.


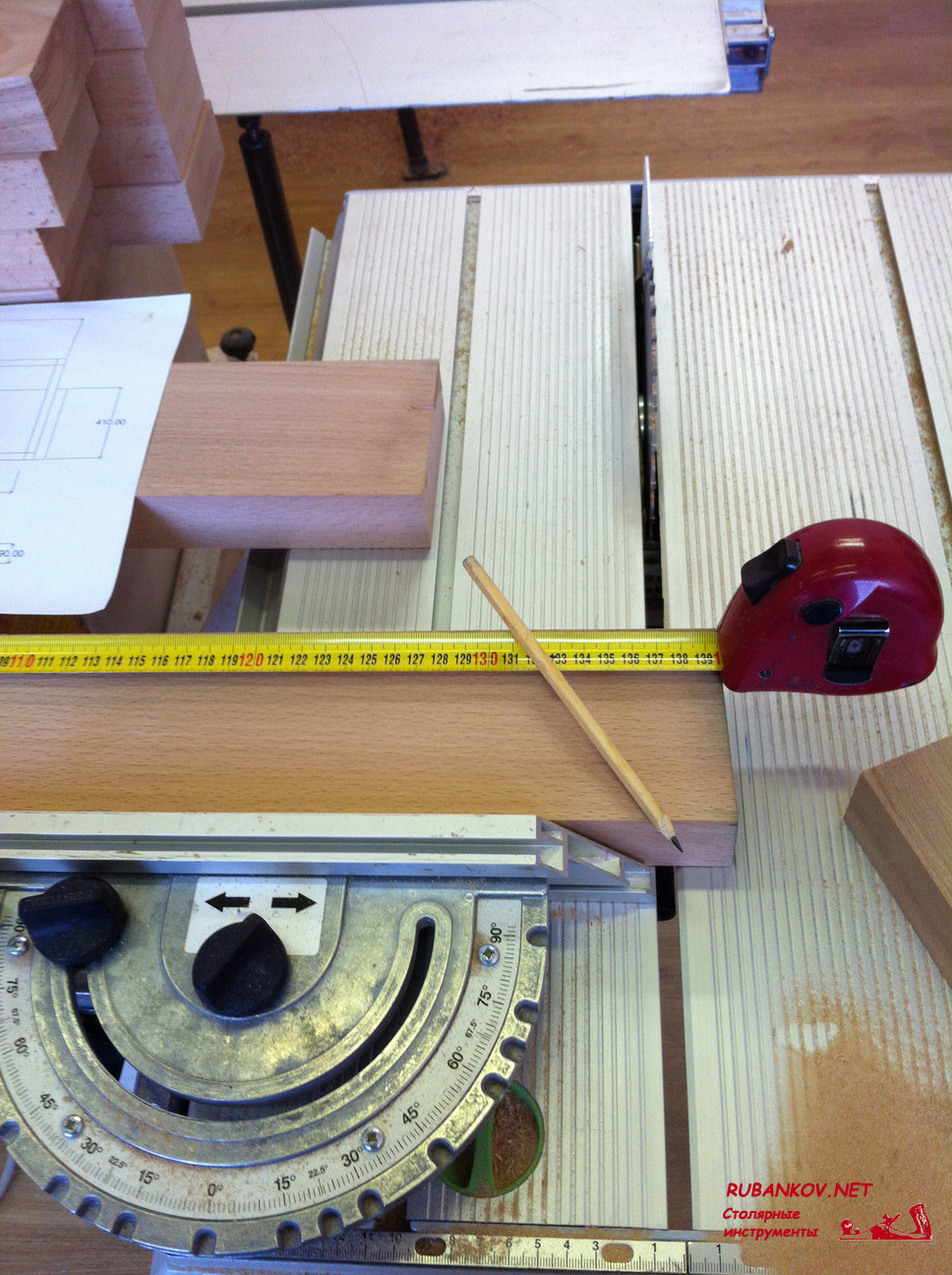

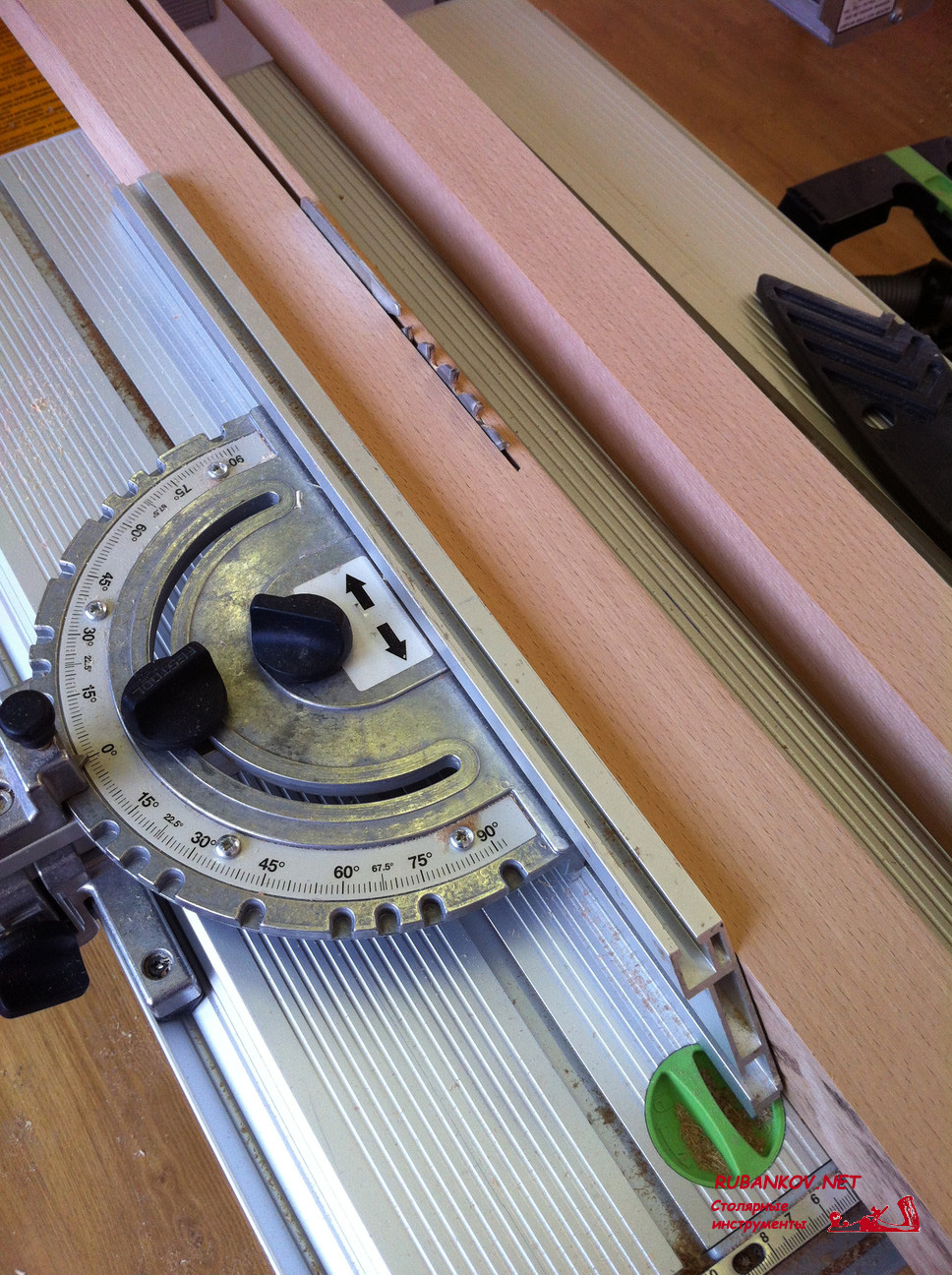
Затем все заготовки торцуются с обеих сторон в размер, но заготовки на обноску столешницы - с припуском в 2-4мм.



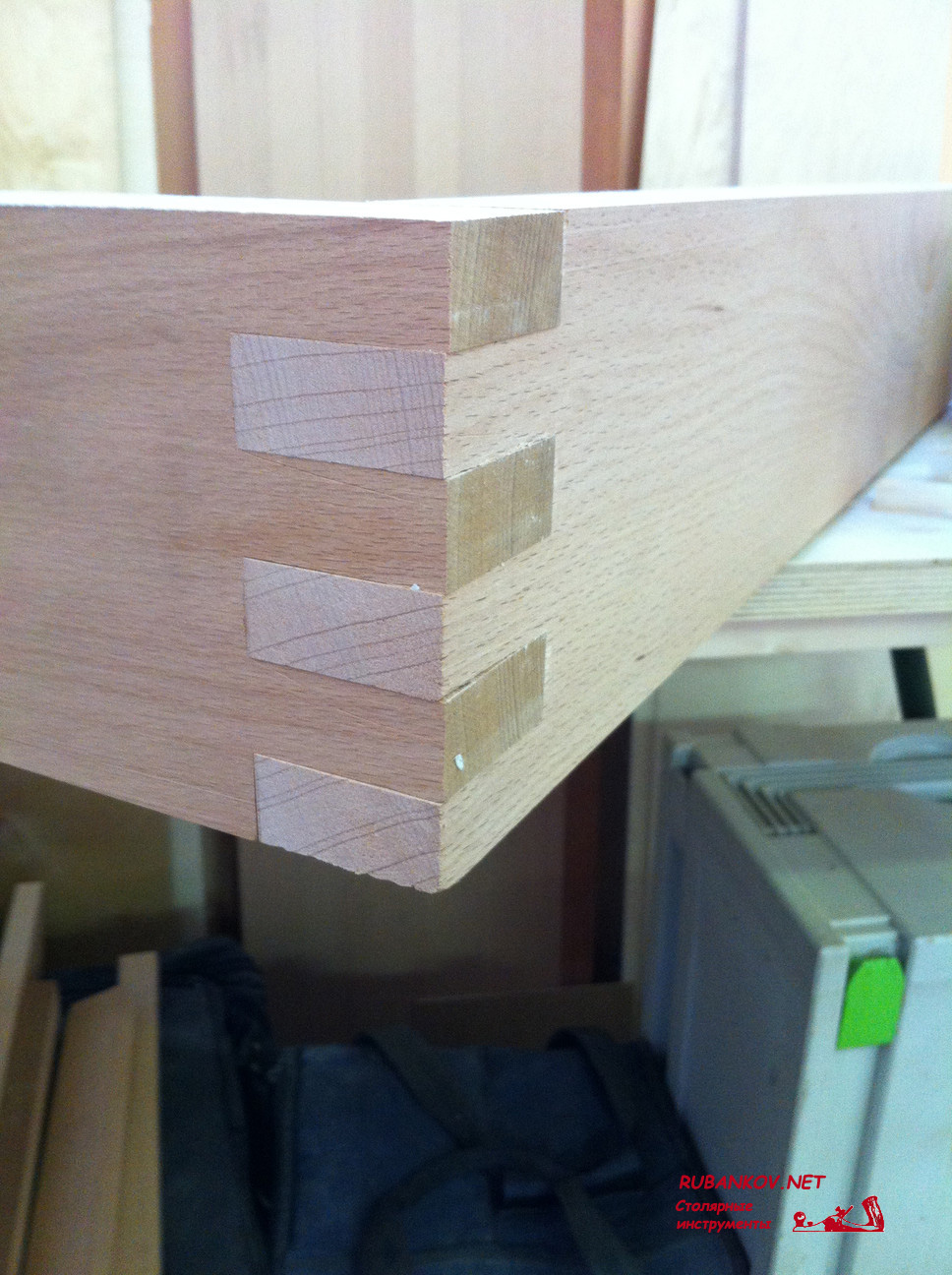

Далее, нарезаем шип на обвязке верстачной доски. Подбираем фрезу необходимого размера, - мы выбрали прямую пазовую фрезу CMT на 19 мм. Для нарезания шипов используем самодельный шипорезный шаблон. Ручным фрезером посредством копировального кольца 30мм нарезаем шип глубиной 40-42мм (в зависимости от того, какой был оставлен припуск при торцовке обноски столешницы). Для этой операции мы использовали фрезер Festool OF-1400 EBQ.








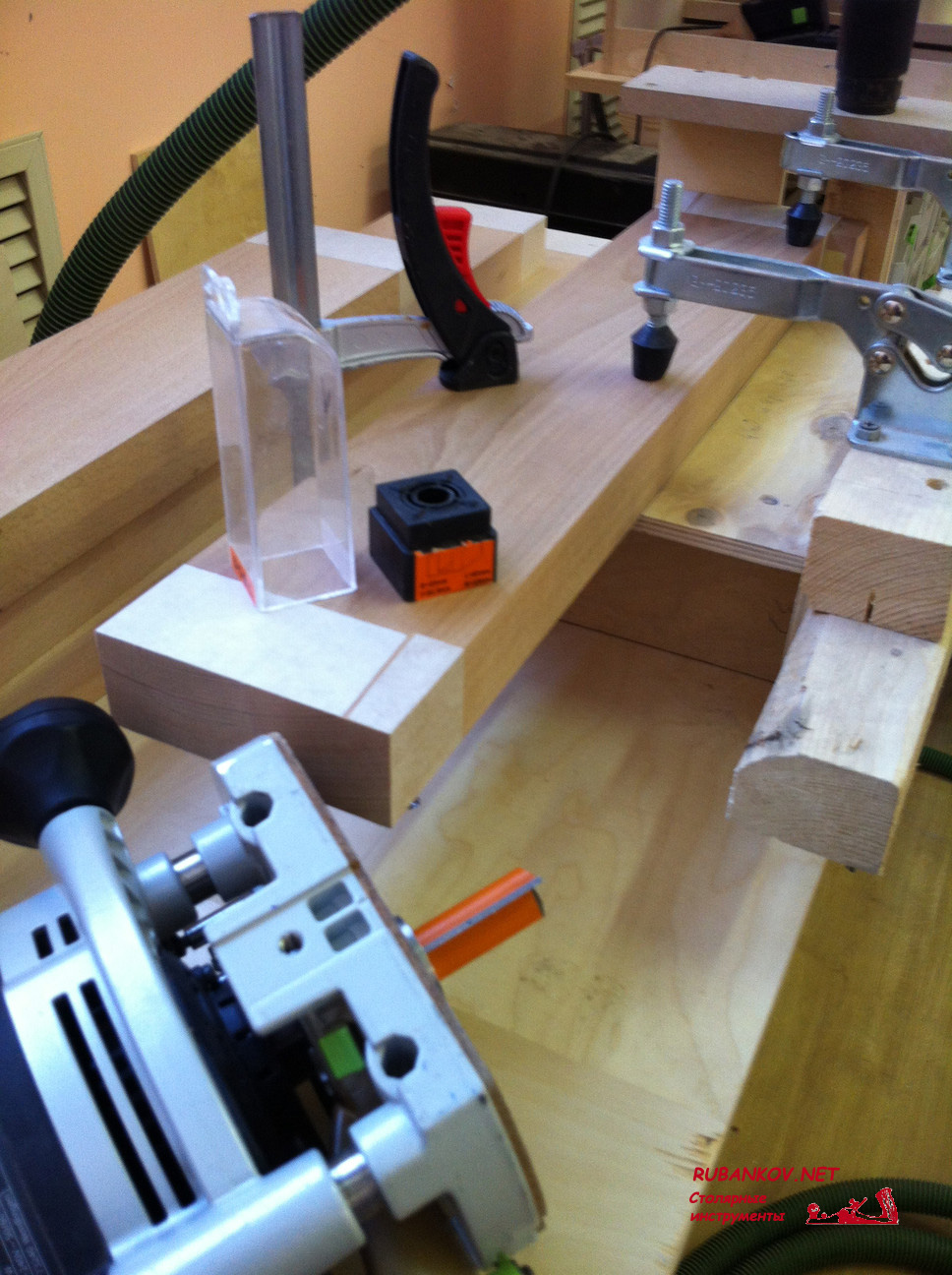
Перед дальнейшей переклейкой щита и обвязки верстачной доски необходимо совершить еще несколько операций. Опиливаем и торцуем щит в размер с учетом размера, получившегося после нарезки шипов. Для этой цели использовалась Пила дисковая TS-55 EBQ Plus и шина-направляющая. Размечаем и рассверливаем отверстия для передних и задних тисков. Выставляем фрезу на глубину, равную толщине фанеры, используемой для дна лотка (мы же делаем верстак с лотком, а вы не знали?=)), в нашем случае - 6 мм. Фрезеруем в щите паз для дна лотка. В обвязке щита (задней) тоже фрезеруем паз фрезой 6мм на глубину 15мм. Для этого используем фрезерный стол Veritas.





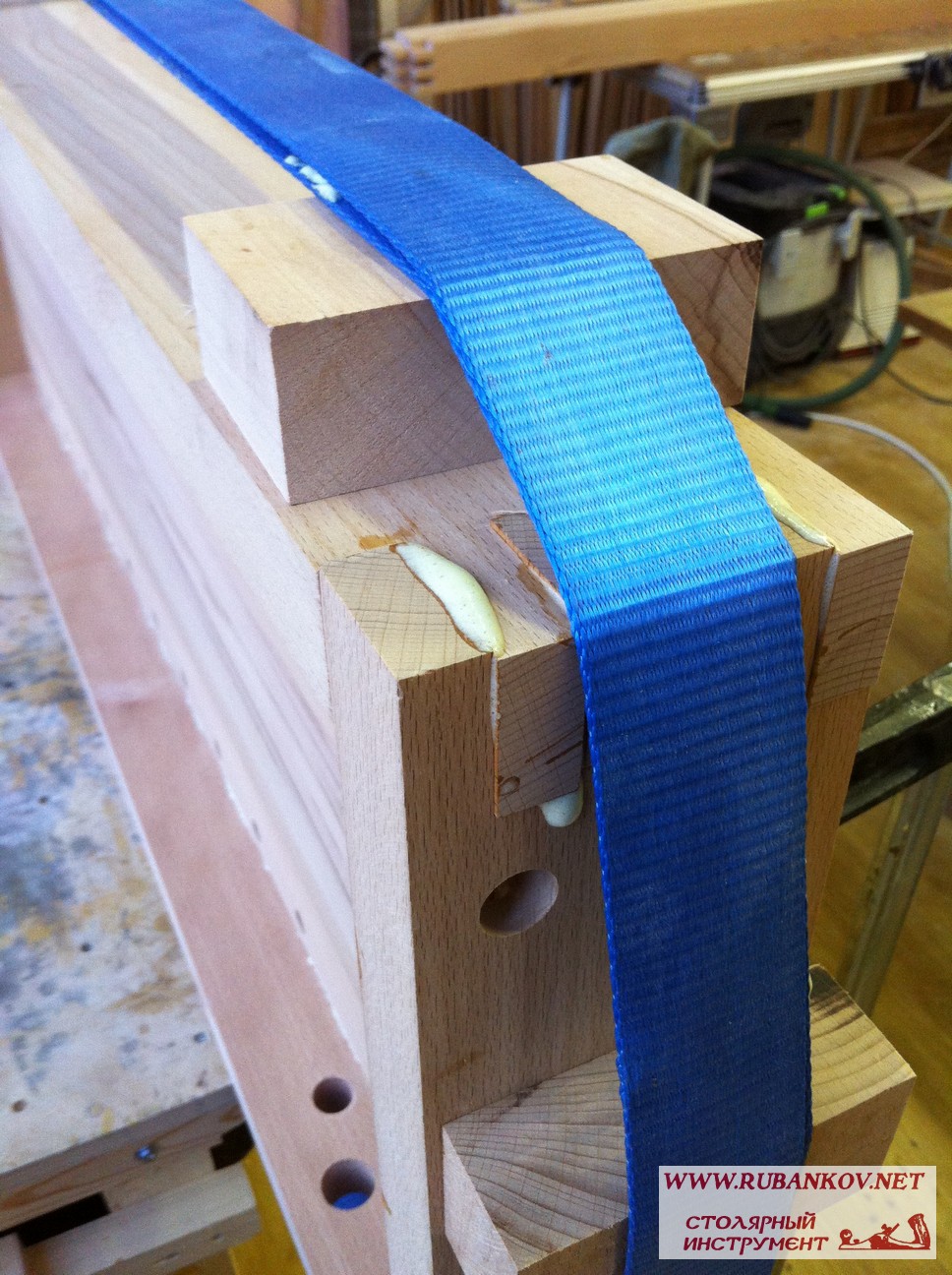
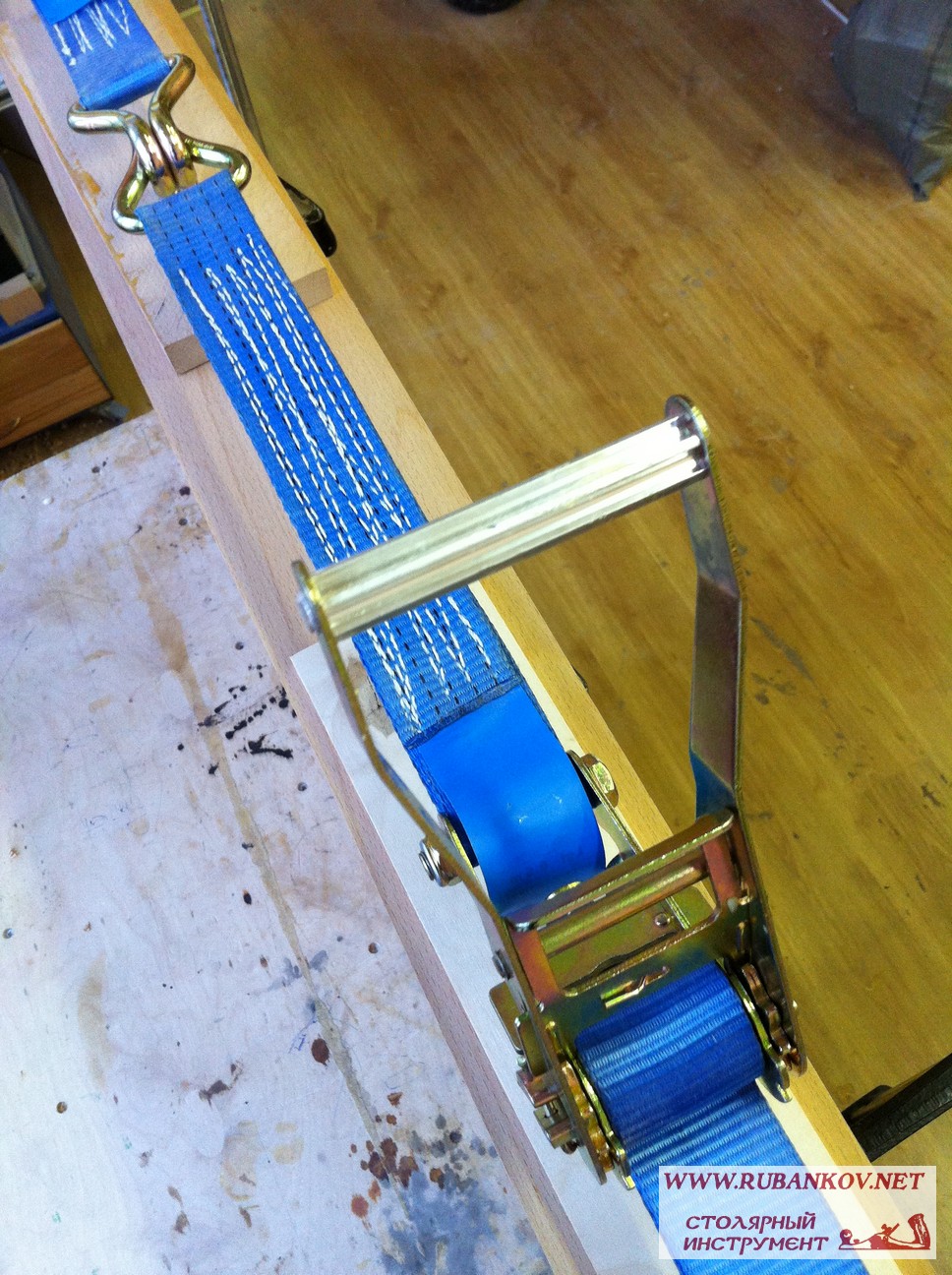
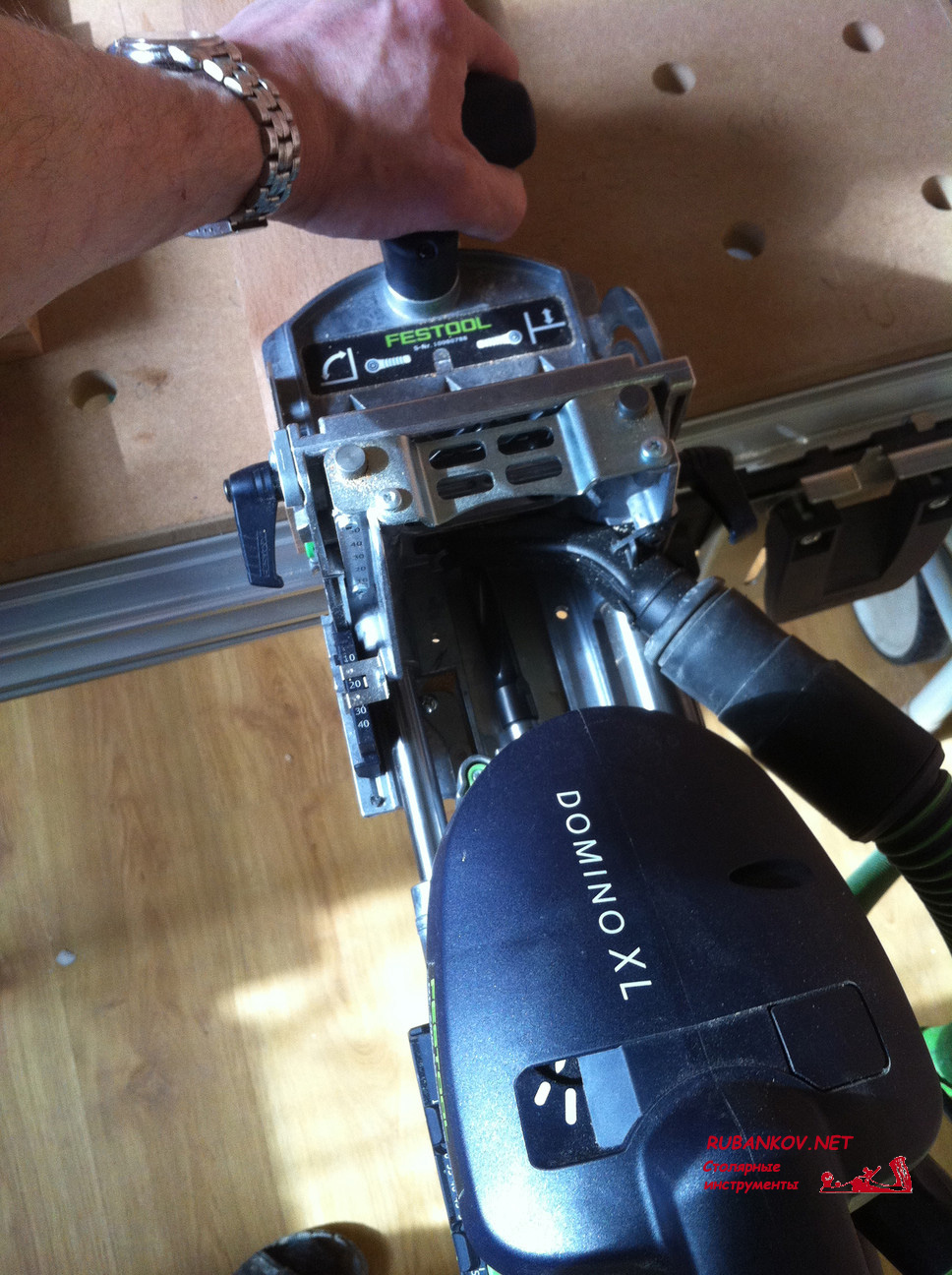
Далее, размечаем места соединений для Domino и фрезеруем по разметке. Склеиваем сначала переднюю доску. Для этой цели не плохо подходят Струбцины Bessey TPN80S14BE, также для склеивания подходит ремень стяжной с храповым механизмом:


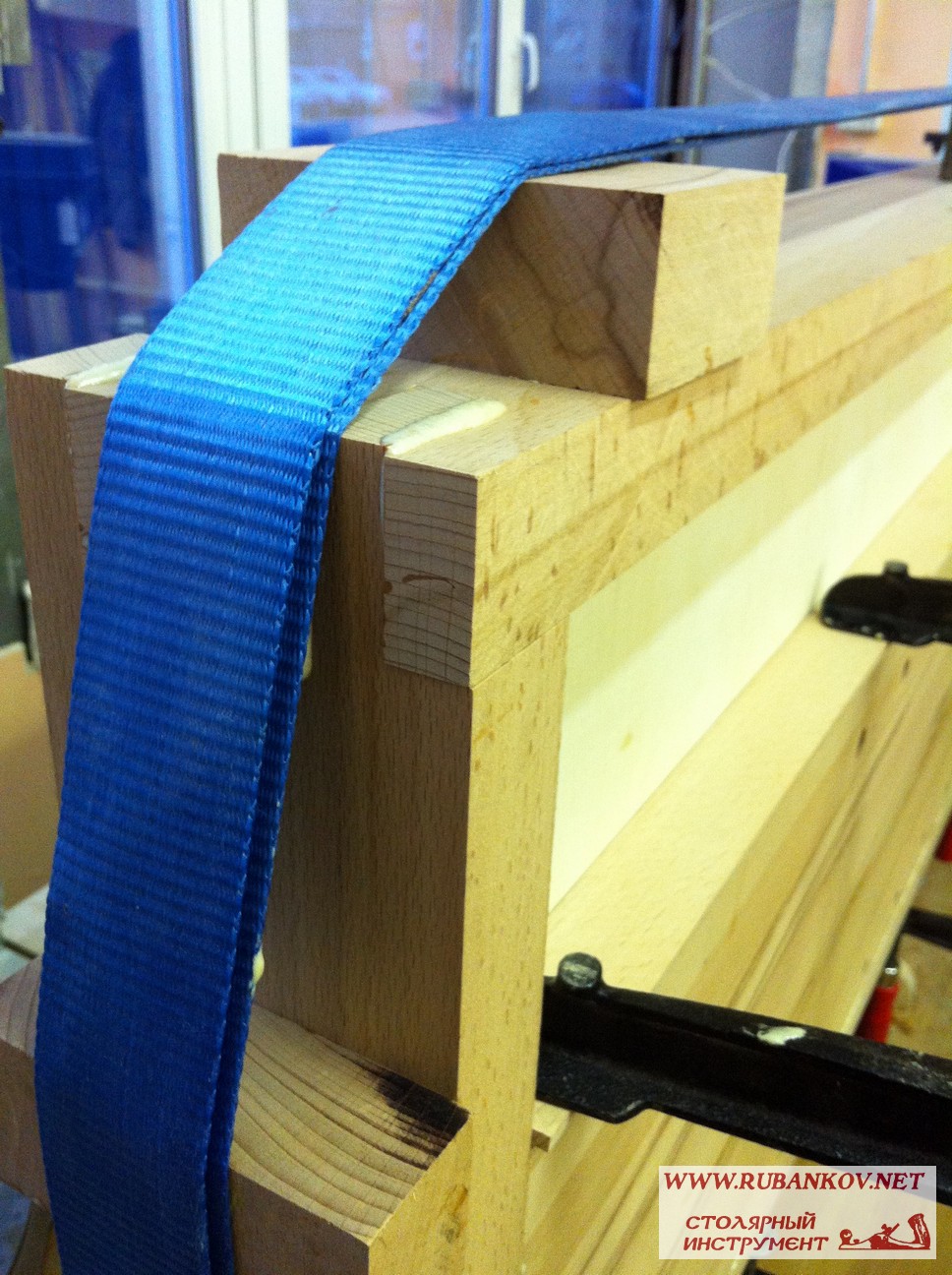

затем боковины и, пока сохнет, идем делать дно лотка.




Режем полоску фанеры 6 мм толщиной, немного уже, чем позволяют отфрезерованные в обноске столешницы пазы, торцуем немного короче, на 5мм, примерно, от предполагаемого чистового размера. Вставляем дно лотка в отфрезерованные пазы и склеиваем заднюю доску. Для склейки шипового соединения лучше использовать безводные клеи.





После высыхания фиксируем лоток верстака шурупами снизу и изготавливаем подъем лотка. В работе использовались шуруповерты Festool C 12 LI 1.5.


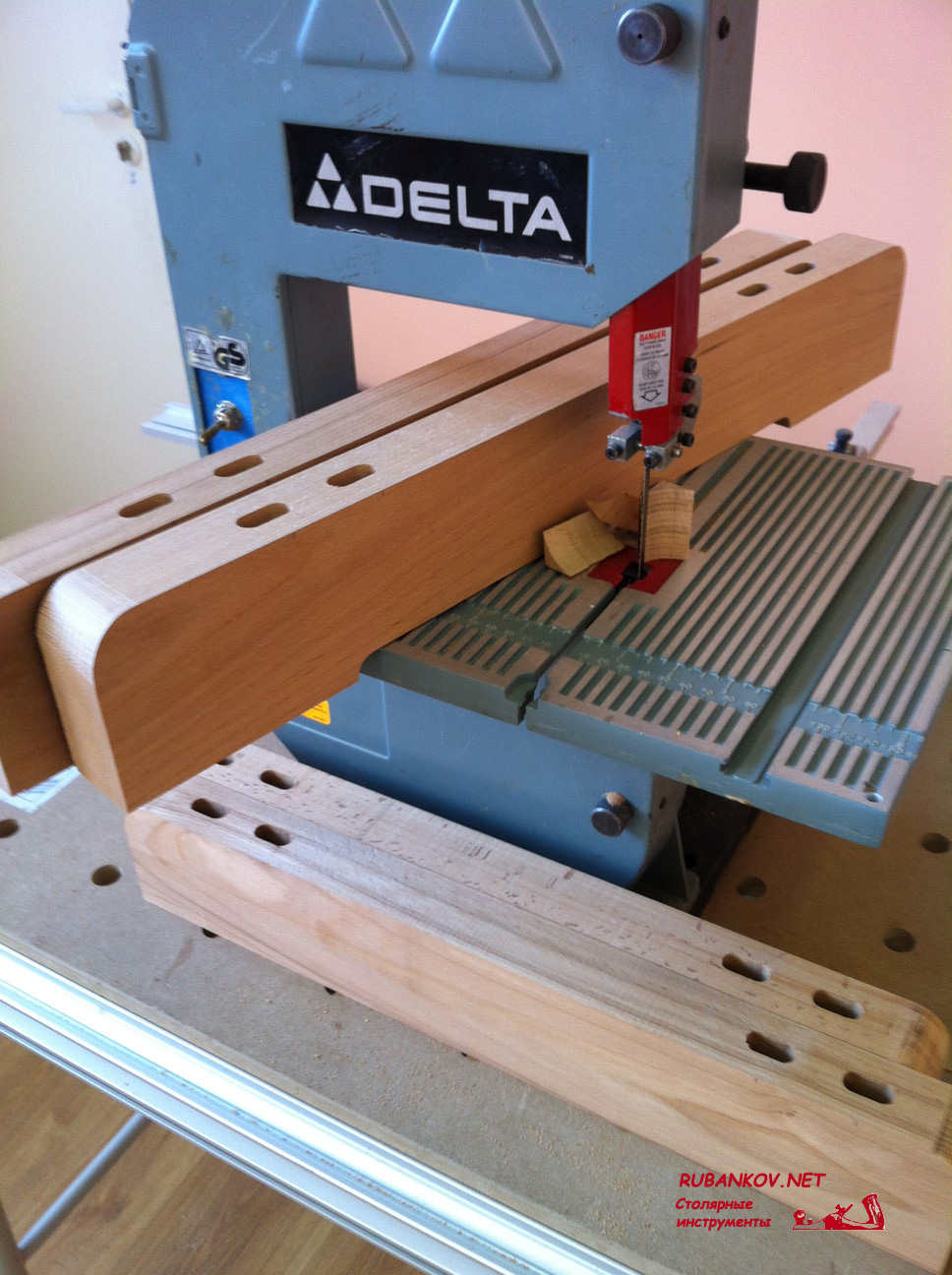
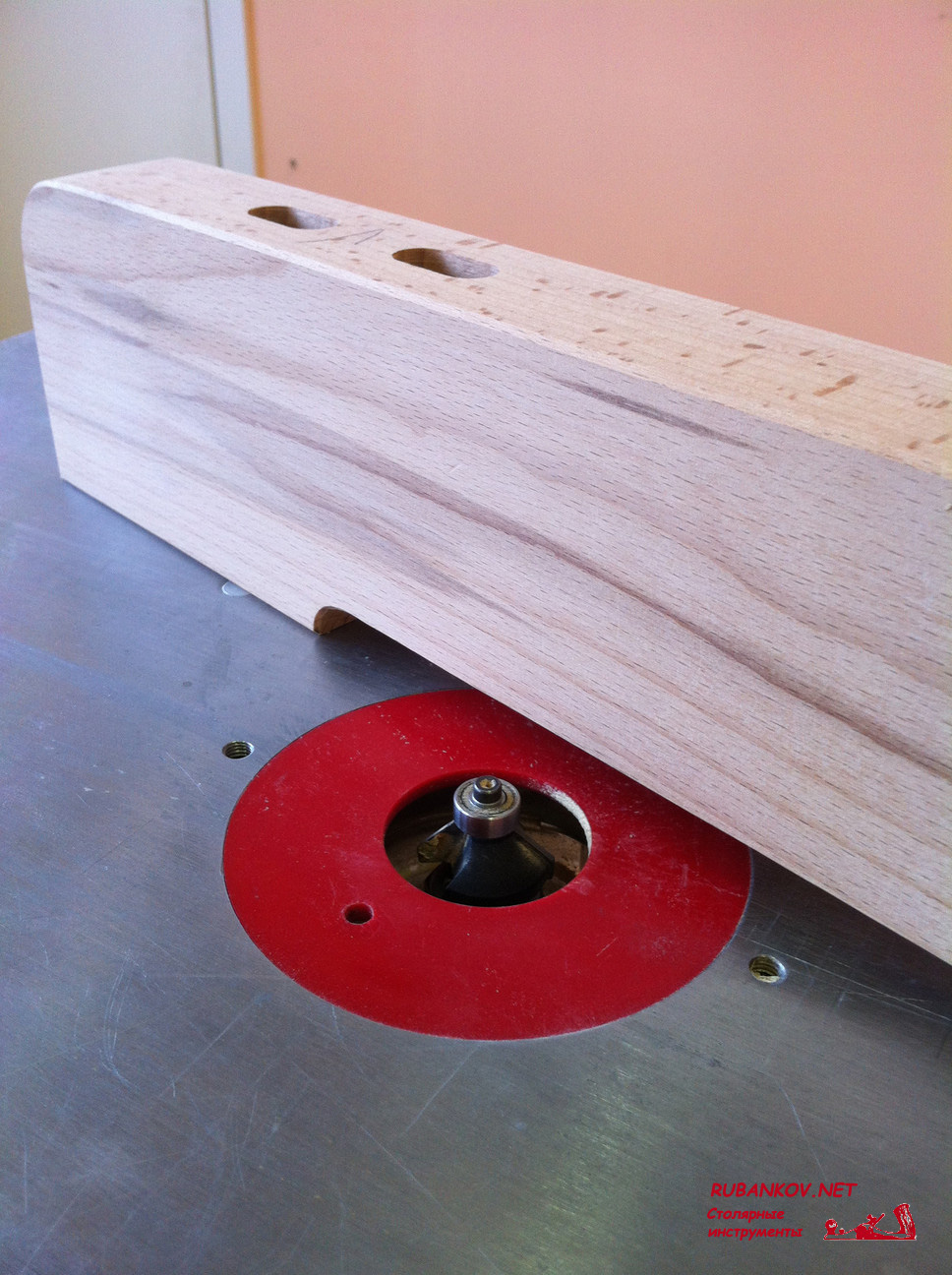


Теперь возьмемся изготавливать подверстачье для нашего несомненно столярного верстака. Заготовки размечаем по шаблону, и для соединения используем дюбельный фрезер Domino DF_700. Заготовки, где это необходимо, скругляем на ленточной пиле и делаем фаску, ну, как понятно, опять-таки на любимом фрезерном столе Veritas. Затем склеиваем ножки в прессе или стягиваем струбцинами.
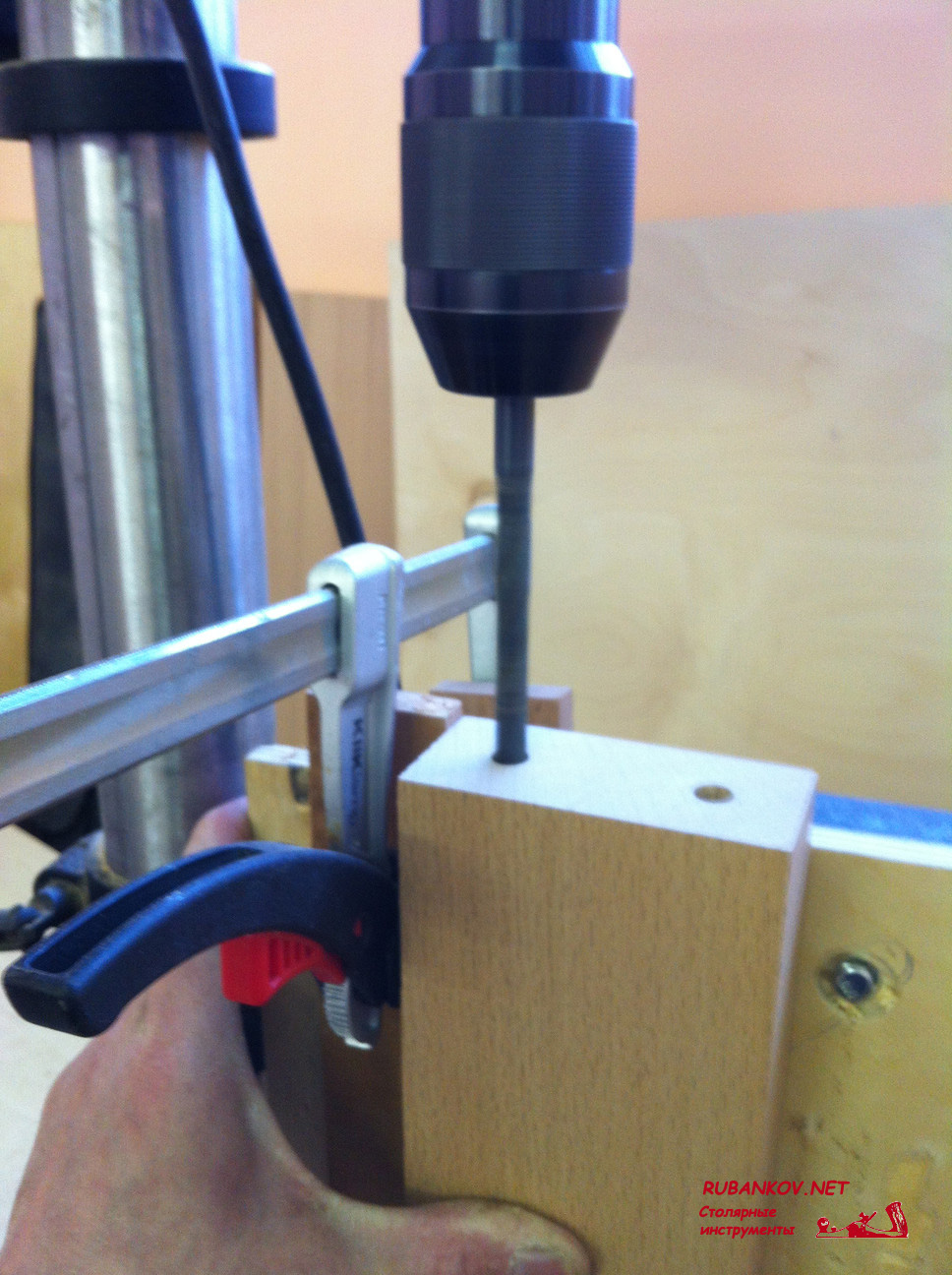

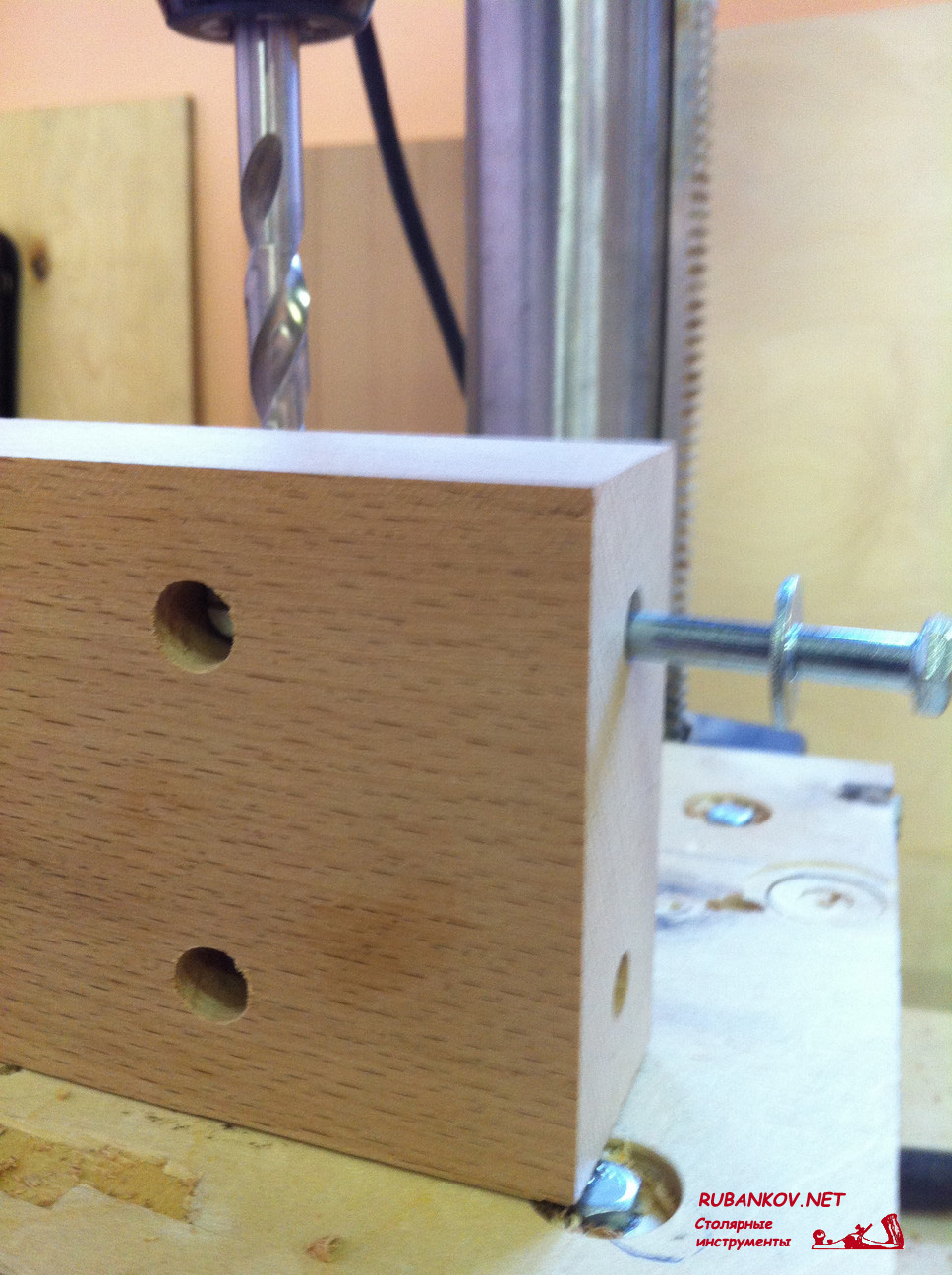


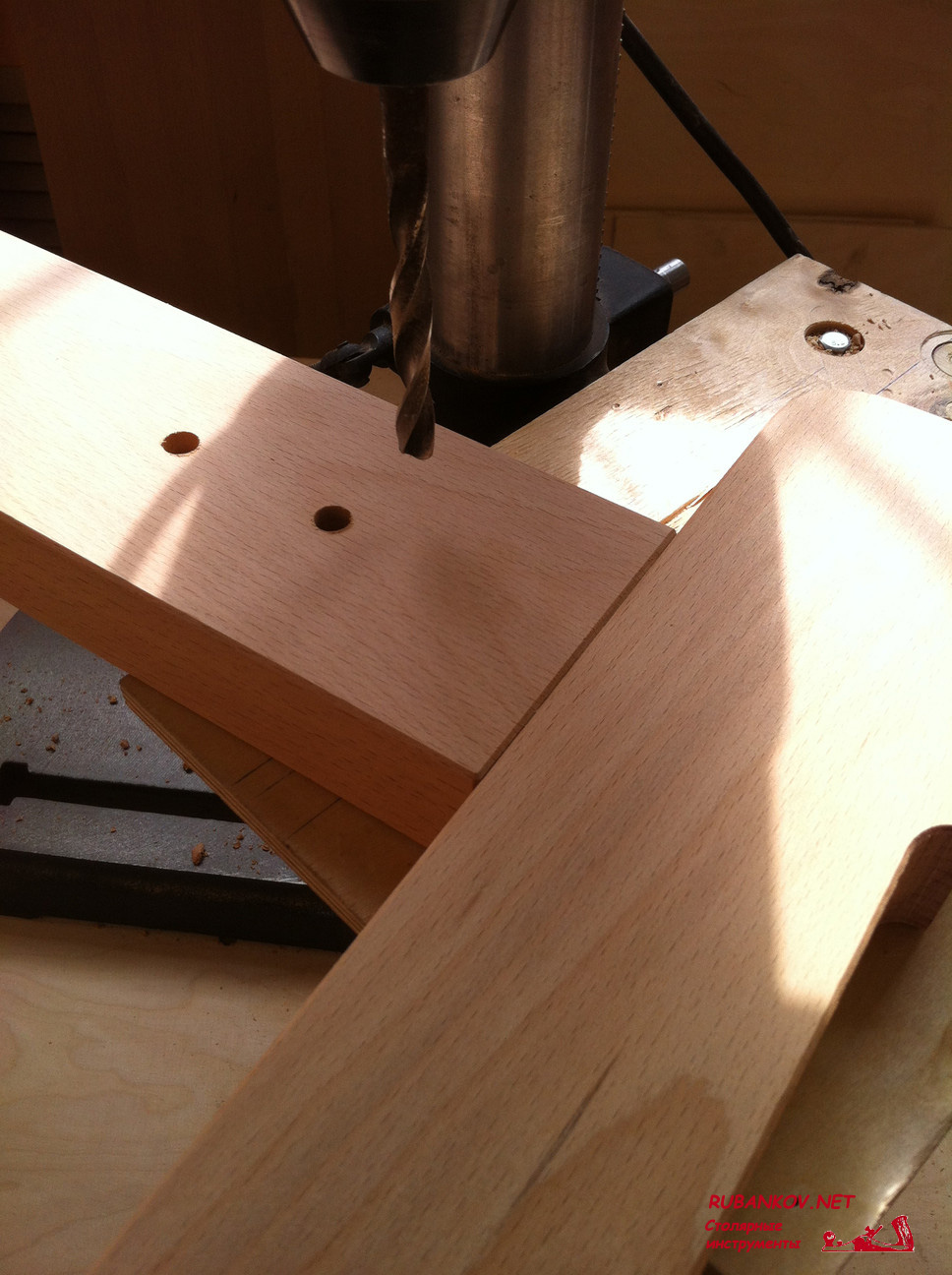
Далее рассверливаем царги. Фрезеруем фаску. Размечаем и рассверливаем ответные отверстия на ножках подверстачья. В работе на сверлильном станке здорово облегчают жизнь быстрозажимные струбцины KLI16.




Изготовление губок верстачных тисков. Напиленный фугованный брус клеится в прессе. Переклейка фугуется, рейсмусуется, затем - разметка и рассверливание отвестий.
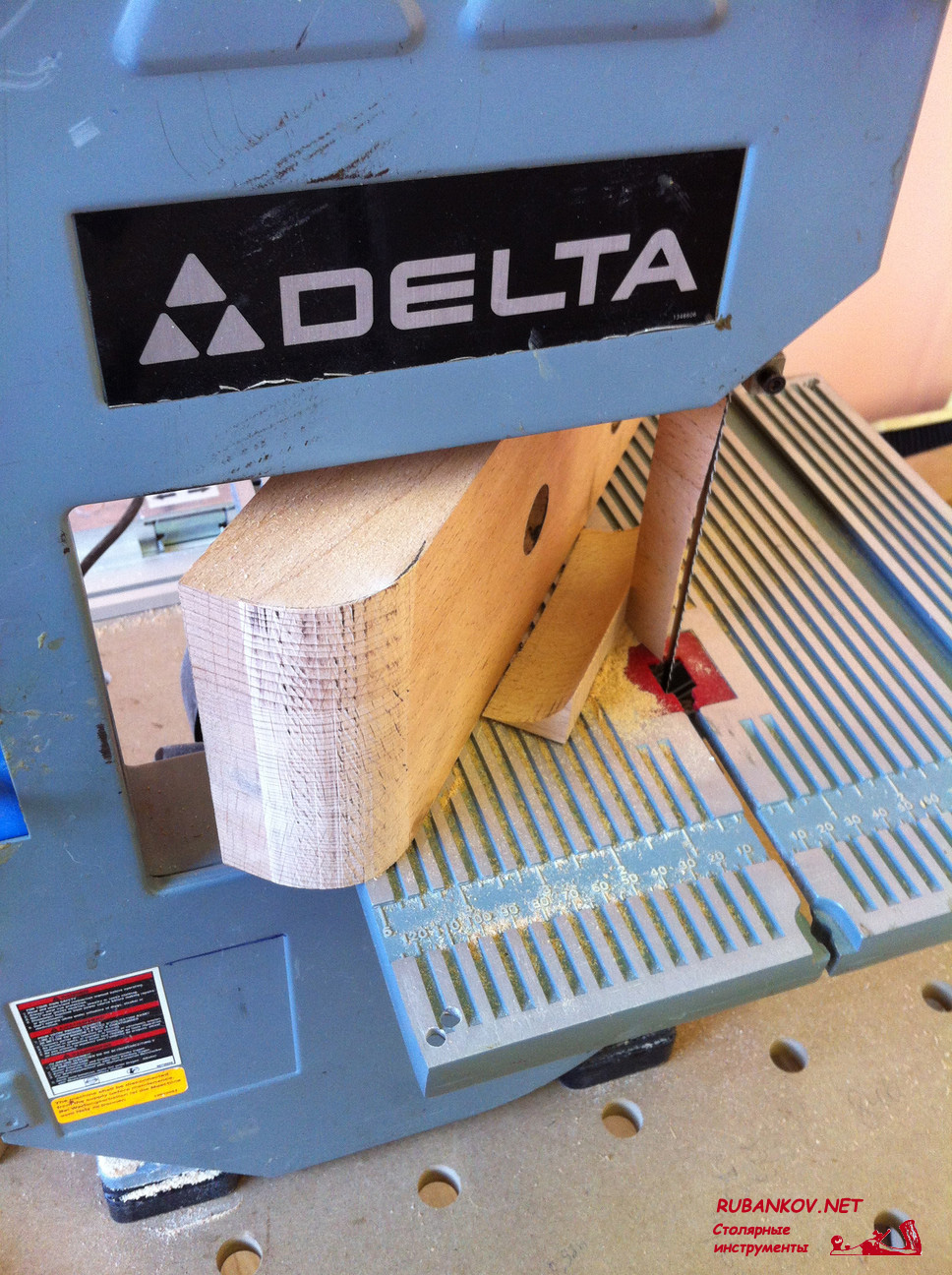

После разметки губки тисков скругляются на ленточной пиле и устанавливаются на верстак.

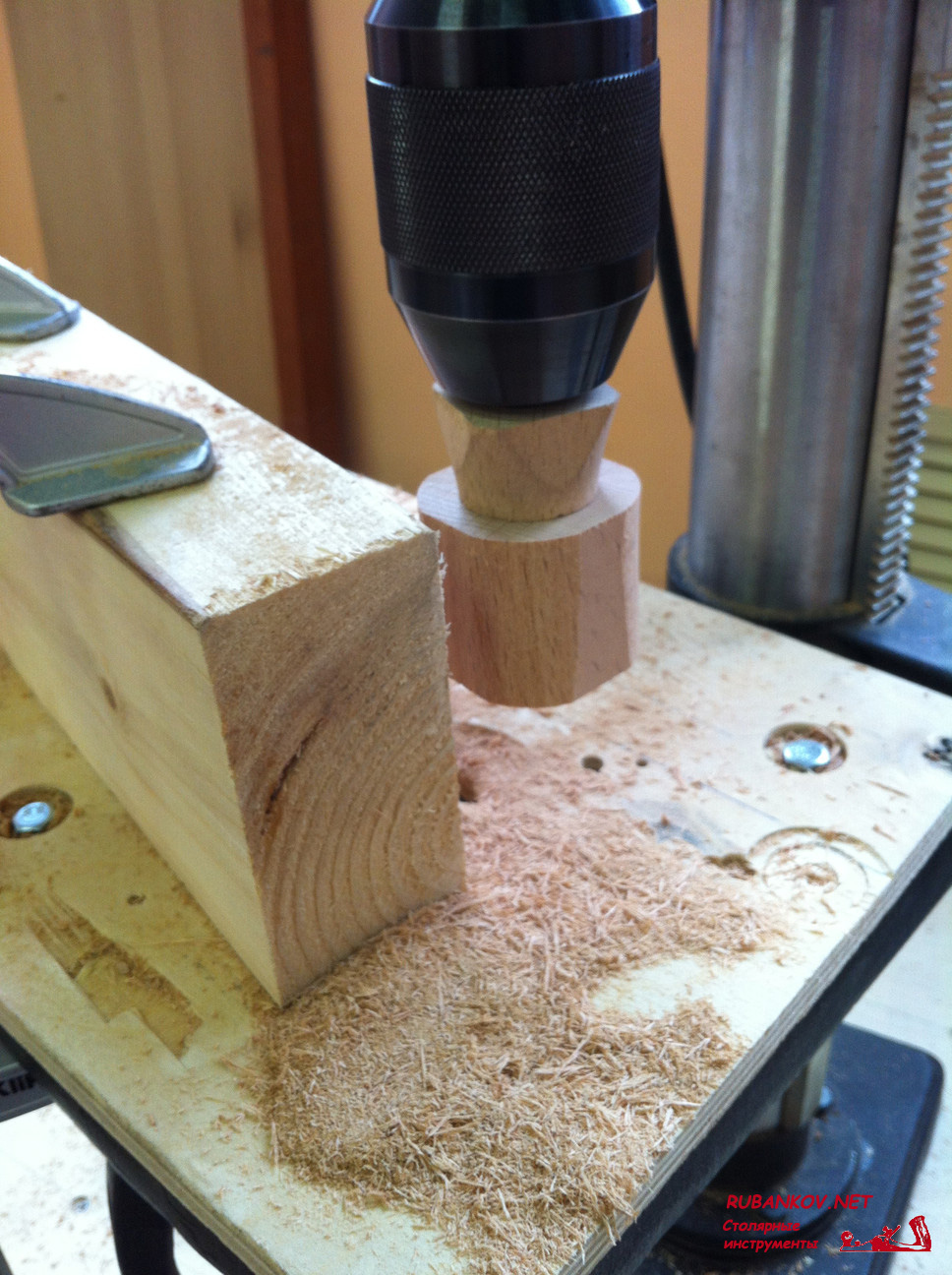

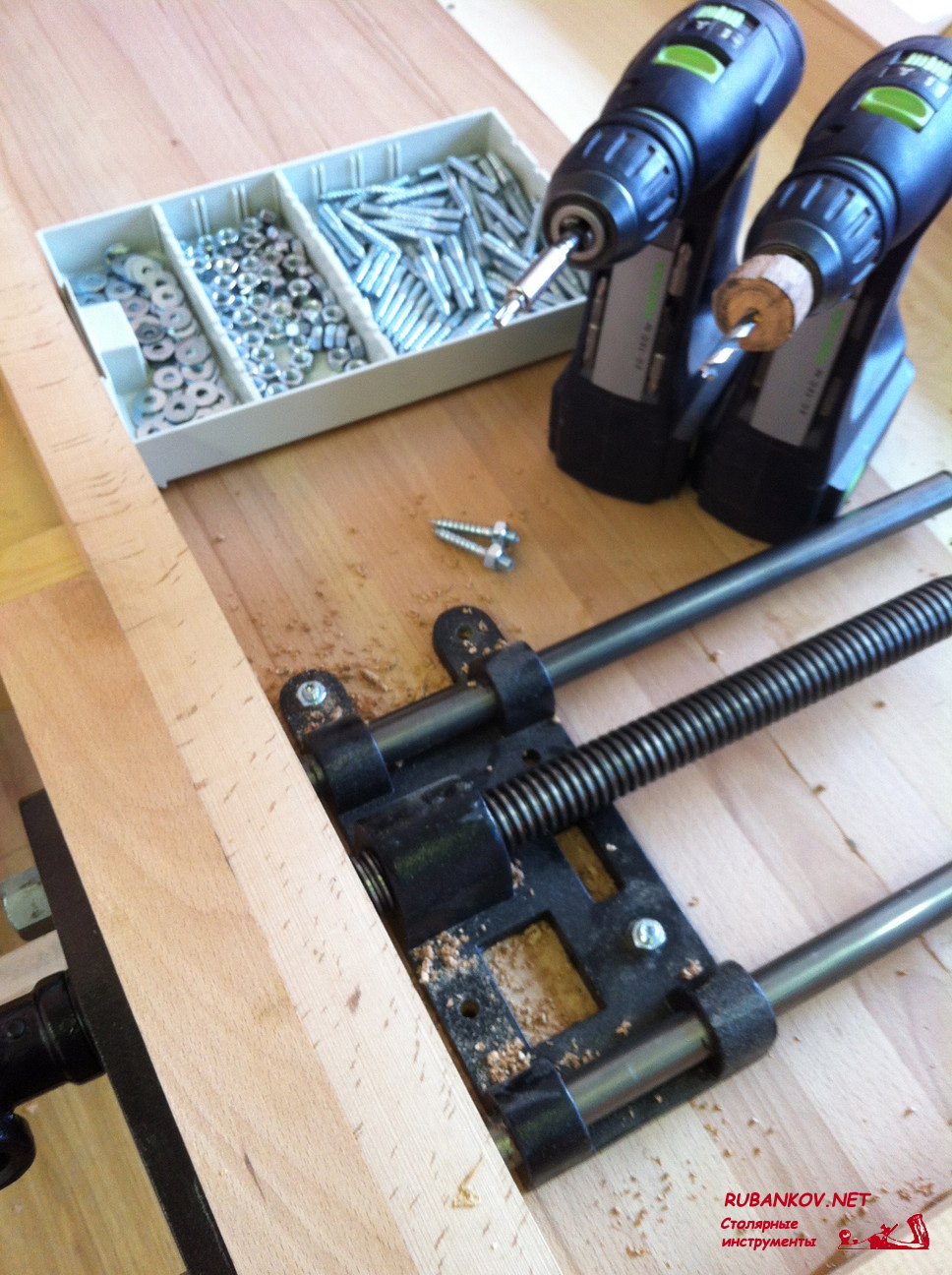
Для боковых тисков используем винт для тисков HV-516, для передних, как правило, винт для тисков HV-515. Многое зависит от габаритов верстака. Ручки для тисков изготавливал посредством настольного пробочника Veritas а шайбы - на простом сверлильном станке. Шайбы крепятся к ручке шкантами.





Далее верстак шлифуется, в работе активно используем абразивы Mirka. Рассверливаются ряды отверстий, в нашем случае - 19мм сверлом Форснера D19 Fisch 031701900. Все острые кромки скругляются фаской. В отделке верстака используется шпаклевка Rustin’s и антисептик Pinotex. Некоторые заказчики просят изготовить верстак без покрытия и шпаклевки, с тем, чтобы покрыть в дальнейшем более износоустойчивой химией самостоятельно.
Ну вот мы почти и закончили изготовление столярного верстака, осталось только упаковать наш верстак и отправить его будущему владельцу.

Фотографии некоторых выполненных верстаков:
1. Верстаки для Мастерской Федора Бондарева, Москва
2. Верстаки для Мастерской Всеволода Полтавцева, Москва


3. Верстаки для Гимназии Святителя Василия Великого


